



Overview
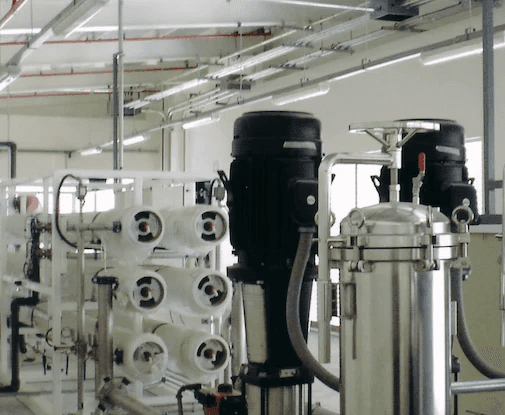
The semiconductor client required ultrapure water with a resistivity of 18 megaohm for their CV2 plant in Gateway Business Park, Cavite. The water was used for their plant manufacturing utiliies.
Approach
ATI used a reverse osmosis deionization system and polishing system to achieve their required water quality. This was the first major breakthrough for ATI in 2002.